







































































ПРИМЕНЕНИЕ ФАЗИРОВАННЫХ РЕШЕТОК TRL НА ОБЪЕКТАХ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ И НЕРЖАВЕЮЩЕЙ СТАЛИ
В последние годы специалисты часто отказываются от радиографического контроля критических сварных швов и используют фазированную решетку в качестве основного метода неразрушающего контроля для обеспечения качества. Усовершенствованные ультразвуковые методы не содержат опасных материалов, устраняют проблемы с безопасностью и способны обеспечить мгновенные результаты по качеству сварки. Кроме того, фазированная решетка может предоставлять информацию о поперечном сечении испытуемого сварного шва, и поэтому любые потенциальные дефекты сварки могут быть точно определены в соответствии с точным положением в сварном шве. Эта уникальная способность может повысить скорость ремонта, а также помочь с местным ремонтом, а не с полной заменой сварного шва.
В этой статье мы рассмотрим препятствия, связанные с контролем сварных швов разнородных металлов и аустенитных нержавеющих сталей.
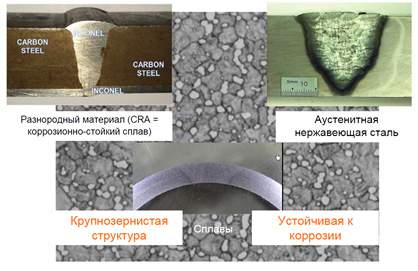
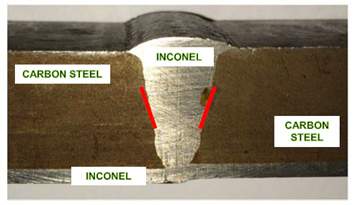
Основные отличия углеродистой стали от нержавеющей заключается в составе и структуре.
Углеродистая сталь:
Железо
Углерод < 2%
Сплавы < 2%
Дуплекс, нержавеющая сталь ( 304, 316, 321, …):
Никель, в основном хром
Углерод < 2%
Сплавы до 20%
Никель, в основном хром
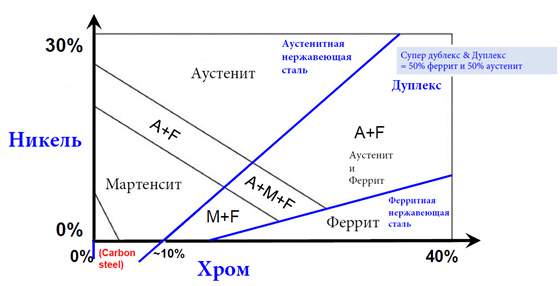
В углеродистой стали у нас ферритная структура, в то время как нержавейка может иметь ферритную структуру, аустенитную или дуплекс ( аустенитно-ферритные нержавеющие стали, основу микроструктуры которых составляют две фазы: аустенит и феррит).
Нержавеющая сталь имея устойчивость к коррозии в атмосфере и агрессивных средах, получила широкое применение при производсте резервуаров СПГ, сосудов под давлением, трубопроводов, резервуаров для воды, в различных отраслях нефте и газодобыче и многих других
Доступные методы проверки
Первоначально проверяется методами рентгенографии. Это хорошо известная техника, не сложная работа, очень много специалистов в данном методе, визуальная оценка дефектов на пленке. Но есть и минусы: строгие законодательные ограничения, образование уровня радиации, вопросы по безопасности для персонала, долгие простои производства, в связи с не сиюминутным контролем и высокая стоимость проведения контроля.
Также есть хорошо известный метод ультразвукового контроля - без прерывания производственных процессов при проведении контроля, дает получение результатов на месте контроля, снижение требований к безопасности персонала при соблюдении всех стандартов.

Но при контроле ультразвуковым методом возникает ряд осложнений. Зона сплавления может действовать как барьер для ультразвуковой энергии.
Зернистая структура вызывает перекос, расщепление и затухание луча.

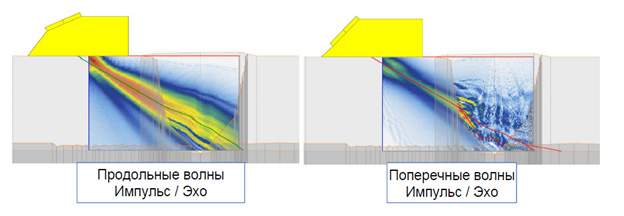
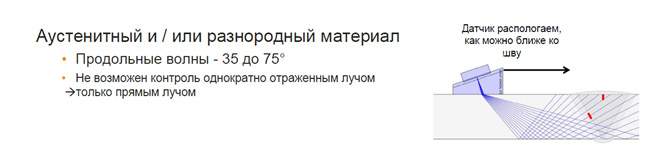
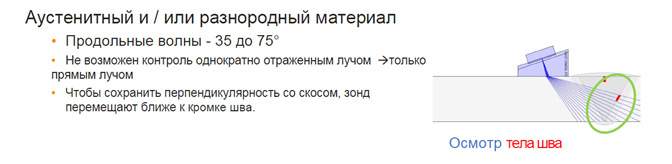
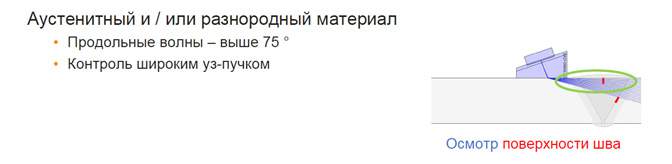
Распространение волн в подобных материалах отличается. Продольные волны подвержены влиянию меньше, чем поперечные.
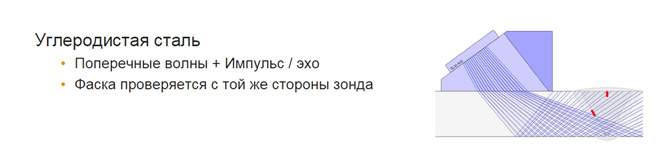
Углеродистую сталь мы можем проконтролировать из одного положения покрыв всю зону контроля с помощью поперечных волн.
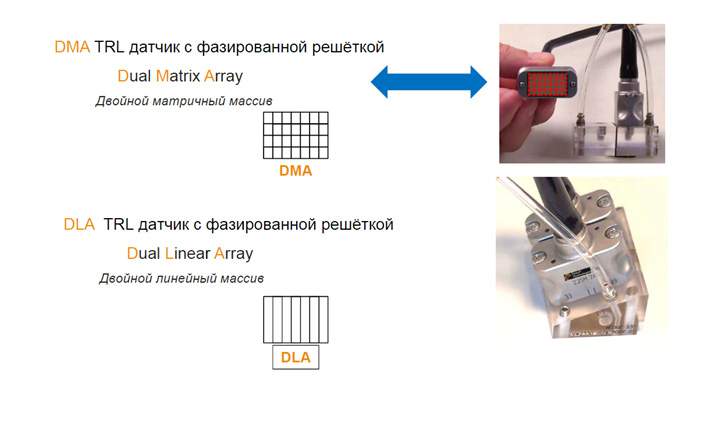
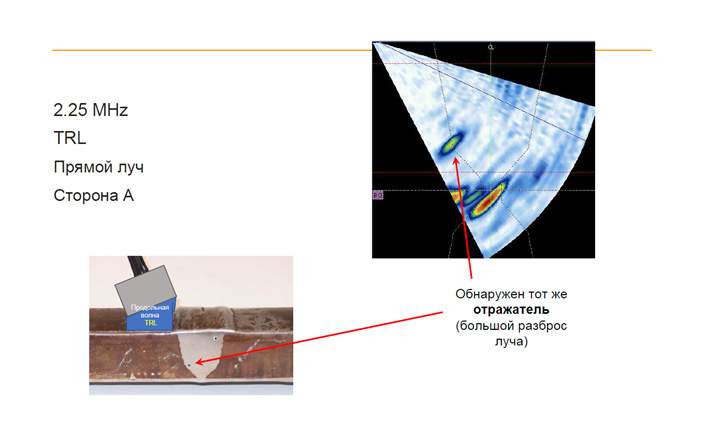
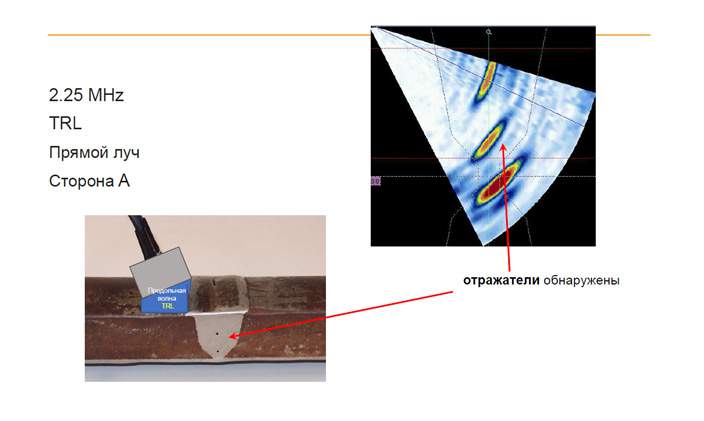
Для достижения всего вышеперечисленного отрасль предлагает уникальный набор датчиков с фазированной решеткой, специально разработанных для контроля нержавеющей стали. Эти датчики, обычно называемые раздельно-совмещенными матричными преобразователями (DMA), используют два ряда элементов на выделенном клине, причем один ряд элементов отправляет звук, а другой - принимает. Ряды элементов в этих датчиках не являются линейными и фактически разделены на две части. Такая конструкция не только обеспечивает повышенное отношение сигнал / шум (SNR) в материале сварного шва, но также дает возможность сфокусироваться в различных направлениях.
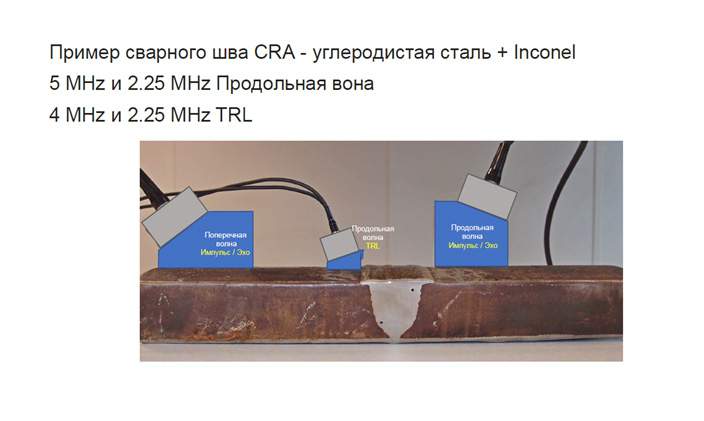
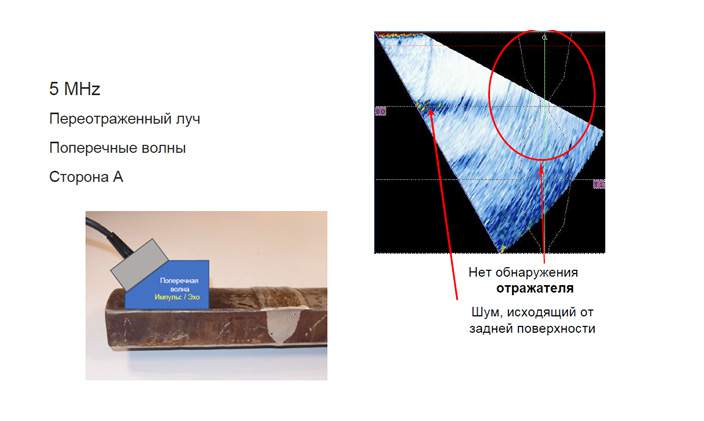
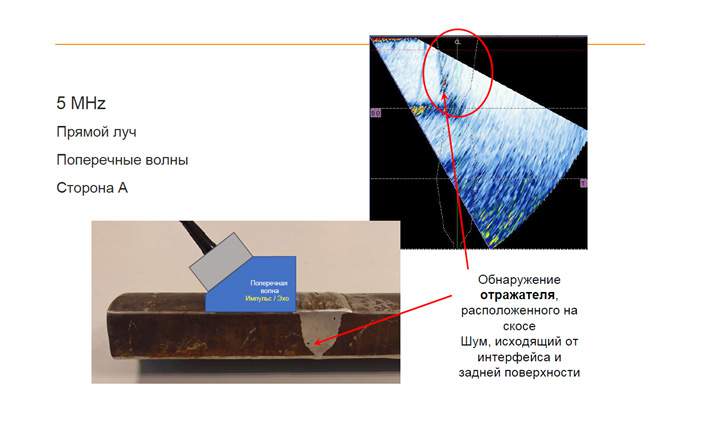
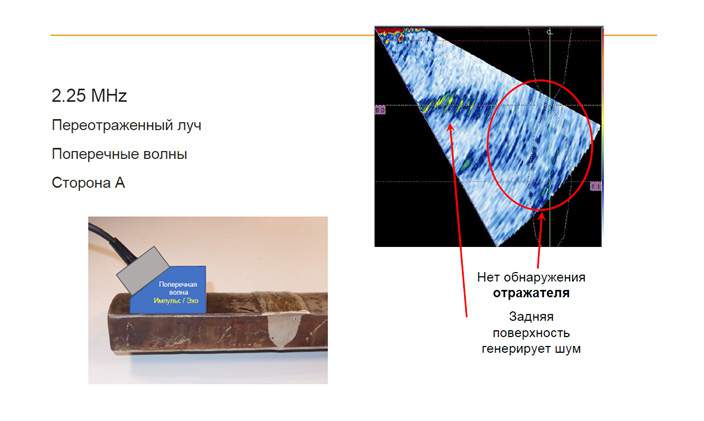
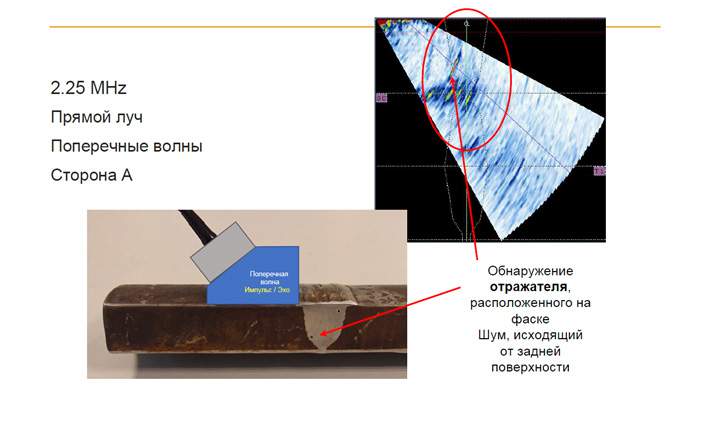
Посмотрим примеры построения изображения искусственных дефектов в сварных соединениях различных сталей с применением выше указанных технологий контроля.

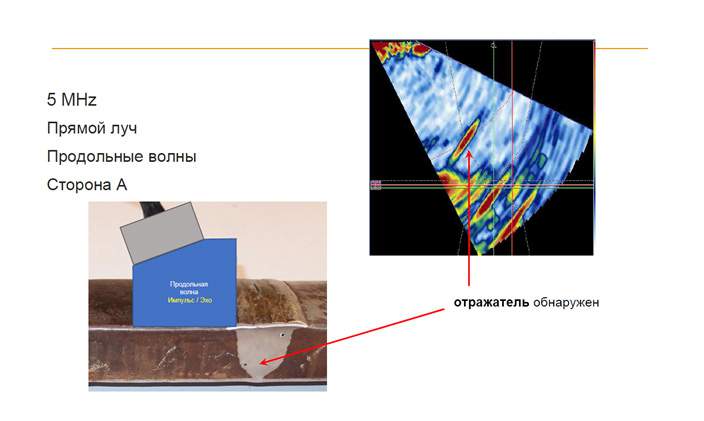
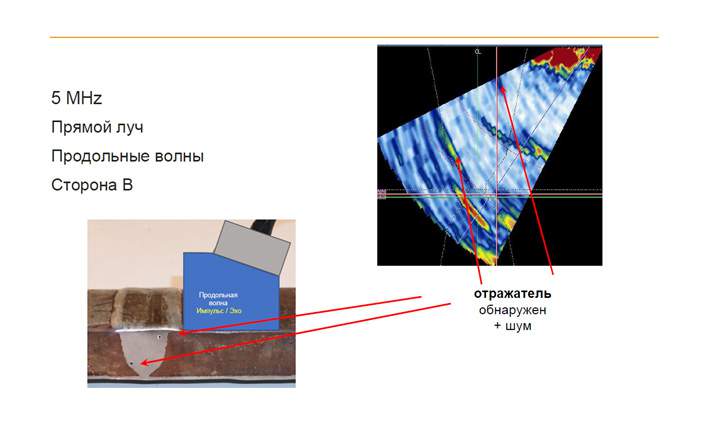
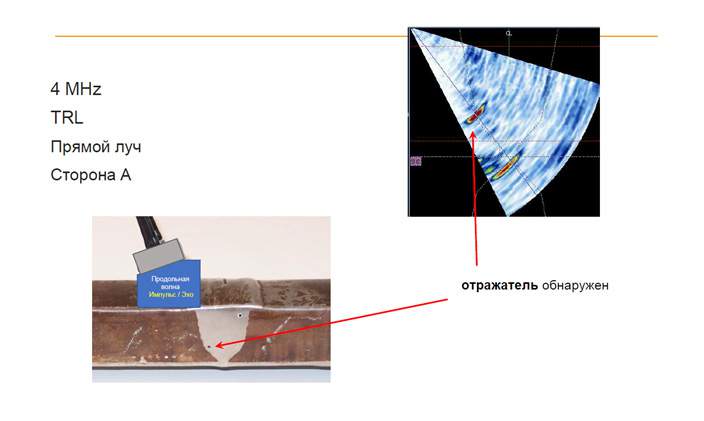
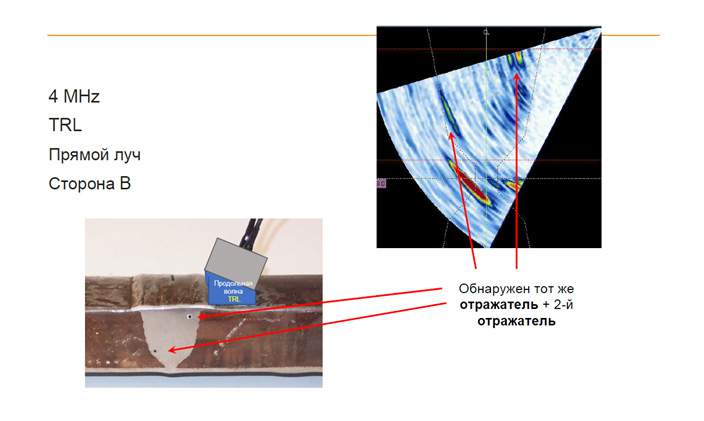
В заключение, хочется отметить, что фазированные решетки, безусловно, становятся основным методом контроля, который выбирают для контроля сварных соединений и замены РК для многих задач. Несмотря на возможность проведения контроля различных материалов, дефектоскопист должен тщательно выбирать датчики, проводить калибровку и настраивать оборудование. На выше указанных примерах мы увидели, как отличаются возвращаемые сигналы от поперечных и продольных волн, на разных частотах и углах, а также увидели хороший результат при контроле раздельно-совмещенными преобразователями
...
25.11.2021


 сварно-литых конструкций")

 - метод полной фокусировки")









")



